1. Sagatavošana skrāpēšanai:ci fleksopresešobrīd tiek izmantots poliuretāna eļļas izturīgas gumijas, ugunsdrošas un eļļas izturīgas silikona gumijas skrāpis ar mērenu cietību un mīkstumu. Skrāpja cietība tiek aprēķināta Šora cietībā. Parasti iedala četrās pakāpēs: 40-45 grādi ir zemas cietības skrāpji, 50-55 grādi ir mīkstās cietības skrāpji, 60-65 grādi ir vidējas cietības skrāpji un 70-75 grādi ir cietie skrāpji. Drukāšanas platformai ir jāizmanto rakelis ar augstu cietību, un rakeļa biezumam jābūt 10-12 mm. Skrāpja garums ir atkarīgs no ekrāna rāmja izmēra, parasti tas ir 20-30 mm platāks par abām grafika pusēm.
2. Pēdējais izdevums. Atrodiet labu noteikumu līniju un nosakiet neto attālumu. Parasti ekrāna atstatumam jābūt precīzam. Lai panāktu labu pārdrukāšanas precizitāti, ekrāna atstatums ir jāiestata mazāks, apmēram 3-4 mm, mazā ekrāna rāmis ir jāiestata 2-3 mm, bet lielais formāts ir jāiestata 5-6 mm augstumā. Tīkla attāluma parametrus nosaka pēc sieta izmēra un izstieptā sieta blīvuma.
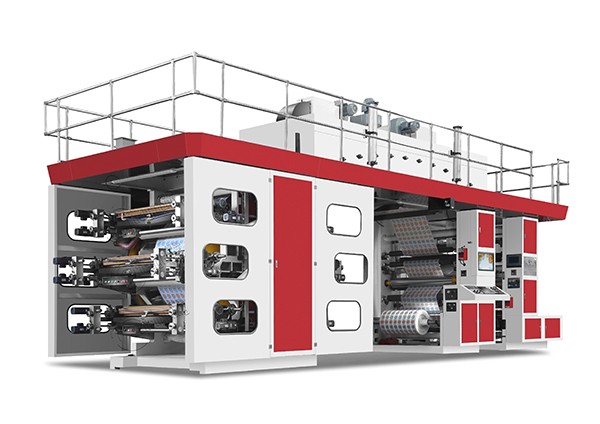
Tāpēc, veicot labu darbu, pielāgojotfleksogrāfiskā iespiedmašīnavar efektīvāk nodrošināt kvalitātifleksogrāfiskā iespiedmašīna, lai apmierinātu cilvēku drukāšanas vajadzības.
Publicēšanas laiks: 07.07.2022